1 前言
随着电弧传感技术的发展,焊缝跟踪引入了电弧传感技术,电弧传感器作为一种实时传感的器件与其它类型的传感器相比,具有结构较简单、成本低和响应快等特点,是焊接传感器的一个重要的发展方向,具有强大的生命力和应用前景主要应用在两方面:一方面主要用在弧焊机器人上,另一方面主要用在带有十字滑块的自动焊上。传感器的检测点离开电弧有一定的距离,在焊接大弧度的焊缝时会影响跟踪效果。而电弧传感器利用焊接过程中的电弧电流波形或电弧电压波形的变化来获得电弧中心是否偏离焊缝作为传感信息,实时性强,跟踪效果好。
2、电弧传感焊缝跟踪技术的发展状况
2.1 电弧传感器发展概述
焊缝跟踪是保证焊接质量和焊接自动化的前提,而传感器是实现这一前提的基础。焊接传感器根据传感方式的不同可以分为附加式传感器和电弧传感器两大类。传统的焊缝跟踪传感器多数是附加式的,例如,接触式传感器、电磁传感器和各种光学传感器,这类传感器共同的问题就是传感器与电弧是分离的,传感器的检测点离开电弧有一定的距离,在焊接大弧度的焊缝时会影响跟踪效果。而电弧传感器利用焊接过程中的电弧电流波形或电弧电压波形的变化来获得电弧中心是否偏离焊缝作为传感信息,实时性强,跟踪效果好。电弧传感器的最大优势在于它的抗弧光、高温及强磁场能力很强, 同时它与焊接电弧总是统一的整体,结构简单紧凑,成本也较低,目前, 电弧传感器作为一种焊接传感手段倍受各国重视, 国外许多焊接设备研究和制造机构都在努力开发这一领域。工业发达国家的研究起步较早, 已研制出多种电弧扫描形式(如双丝并列、摆动和旋转) 的电弧传感器, 适合于埋弧焊、TIG和MIG/MAG 等不同焊接方法, 有些已用于焊接生产。许多国家所生产的弧焊机器人上均配有摆动式电弧传感跟踪装置。
目前,国际、国内焊接界对电弧传感器的研究非常活跃,用于焊缝跟踪的电弧传感器主要有以下几种类型:
(1)并列双丝电弧传感器。利用两个彼此独立的并列电弧对工件施焊,当焊枪的中心线未对准坡口中心时,其作用焊丝具有不同的干伸长度,对于平外特性电源将造成两个电流不相等,因此根据两个电流差值即可判别焊炬横向位置并实现跟踪。
(2)旋转扫描电弧传感器。在带有焊丝导向的喷嘴旋转时,旋转速度与焊接电流之间存在一定的关系。高速旋转电弧传感器可用于厚板间隙及角接焊缝的跟踪,在结构上比摆动式电弧传感器复杂,还需要在焊接工艺、信息处理等方面进行深入的研究。
(3)焊炬摆动式电弧传感器。当电弧在坡口中摆动时,焊丝端部与母材之间距离随焊炬对中位置而变化,它会引起焊接电流与电压的变化。由于受机械方面限制,摆动式电弧传感器的摆动频率一般较低,限制了在高速和薄板搭接接头焊接中的应用。
2.2 电弧传感器的工作原理
电弧传感器的基本原理是: 以电或机械方法使焊接电弧摆动,检测焊接电流、电压的变化,来判断摆动中心是否偏离坡口中心,并进行修正。使电弧摆动的方法有机械式、电磁式和射流式。摆动轨迹可分为直线往复运动、圆弧运动和旋转运动。在使用双丝并列焊接时,也可不作摆动。电弧传感器的工作原理如图1所示。
L为电源外特性曲线,在稳定焊接状态时,电弧工作点为A0,弧长L0 ,电流I0 ,当焊炬与工件表面距离发生阶跃变化增大时。弧长突然被拉长为L1.此时干伸长还来不及变化,电弧在新的工作点A1.燃烧,电流突变为I1,电流瞬时变化为△I1反之亦然。
2.3 电弧传感器的数学模型
控制系统包括控制器和对象二大部分,其中被控对象的动态特性是主要的,所以建立被控对象的数学模型是所有工作的第一步,所谓"系统建模",就是对软件中过程的抽象描述。
常用的建模方法有:a机理分析法;b统计建模法;c神经网络建模法;d智能建模法。
我们在这要分析的是旋转电弧焊炬长度和焊接电流之间的数学模型H(s)-I(s),其中输入量是弧长,输出量是实时的焊接电流。虽然不同系统中具体的结果各异,但结果均为二阶的对应关系。根据文献有如下结论:
设G(s)为焊炬高度H(s)到电流I(s)的传递函数,则它在理论上可表示为:

其中Ka,Kn,Kr,Kq为与电源外特性、焊接材料、电弧气氛有关的常数,P(s)为电源的动态外特性,当电源外特性为一阶惯性环节P(s)=P0/(TpS+1)时,式(1)可简化为:

对象的数学模型将有助于指导我们以下的工作:可以以模型为对象设计和评价控制器;可以通过对数学模型的分析,找出最灵敏的工作频率,进而确定最佳电弧旋转角速度;可以用模型来对所用的控制器进行仿真,比较不同结构和参数控制器的优缺点,从而设计出符合要求的数字控制器。
设某个焊接过程为对象H(s)=(1+3s)/(1+2s)(1+8s),由于所给传递函数代表的对象是线性时不变的,所以用简单的比例控制是可行的,只要比例系数恰当,跟踪误差将会足够小;如果加上积分项将可以在较小的比例系数的情况下得到很好的跟踪精度;加上微分项可以减小超调量。

图2 PID控制器仿真结构图 在图的仿真结构图中,适当调整各系数,就可使系统跟踪阶跃信号的上升时间、超调量和稳态精度满足要求,如图2图3所示。
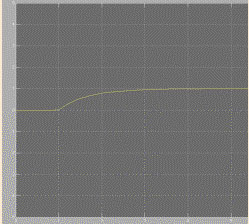
图3 PID控制器仿真结果图
3、电弧传感焊缝跟踪技术
3.1 焊缝跟踪的实现
以旋转电弧传感器为例,旋转电弧传感器将一周的焊炬运动离散为64个点,经过霍尔传感器的采集之后送给A/D转换器件以提取各点的电流值。对这些电流值的分析得到当前焊枪下的焊道的信息,当焊缝的左右偏差和高低变化的数值计算出来后,通过固高公司生产的四轴运动控制器来控制小车车体和十字滑块的协调运动,运动器的核心是ADSP2181数字信号处理器,实现高性能的控制计算,包括实时轨迹规划,位置,速度或加速度控制,主机命令处理和本身I/O管理,实现焊缝的精确跟踪。
3.2 控制设计
3.2.1控制方法
整个控制系统采用模糊控制、PI控制、bang-bang控制相结合的方法:设置两个不同的阈值,在误差超过大阈值时用bang-bang控制;小于大阈值而大于小阈值时用FUZZY,在误差接近0时用PI方法,加入积分以消除最终误差。
a 模糊控制
当大于大阈值值而大于小阈值的时候,采用模糊控制,取偏差e和偏差的变化ec作为作为模糊控制的输入量,经模糊推理后得到输出的控制量。根据模糊控制规则表,制定出合适的论域,然后我们就可以用重心法解模糊求出控制量U.
b PI控制
当系统偏差很小时采用PI控制,取偏差e作为输入量,则根据PI控制算法得到控制量U的计算公式如下:
U(k)=U(k-1)+Kp*(e(k)-e(k-1))+Ki*e(k) (3)
c bang-bang控制
当系统的偏差很大时采用bang-bang控制,取偏差e和偏差的变化ec作为输入量,根据bang-bang控制的算法,我们可以得到控制量U.
3.2.2控制器结构
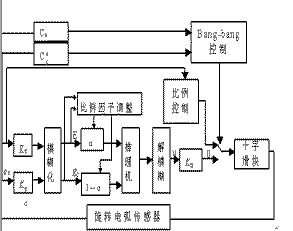
图4 控制器结构图
设计了FUZZY、FUZZY-P及FUZZY-PI等多种控制方法在水平直线V字焊缝上进行多次实验。旋转电弧能够进行弯曲焊缝的跟踪。
4、电弧传感器技术的应用状况
电弧传感器经过多年的研究与发展,体积和重量大大减小,焊缝识别能力增强,同时随着计算机技术及模糊数学等相关学科的发展,旋转电弧传感器已经步入实用的阶段,清华大学开发了两种自动焊机。第一种是在普通的自动焊机上增加十字滑块,将电弧传感器安装在十字滑块上,通过控制十字滑块的电动机来进行纠偏。第二种是一种全自由度的自动焊机,它无 需像第一种有固定的轨道,是一种可自由爬行的自动跟踪焊机。南昌大学将高速旋转电弧传感器安装在焊接机器人上实现了焊缝的自动跟踪。1993年,J.W.Kim、S.J.Na设计了一种自适应模糊控制器,将模糊控制技术应用于焊缝跟踪并取得了良好的跟踪效果。在工业上,电弧传感器在弧焊机器上有了较好的应用,德国的CLOOS公司生产弧焊机器人使用的是摆动式电弧传感器;而在日本,装配了高速旋转电弧传感器的弧焊机器人已经在造船工业中使用。华东船舶工业学院使用单片机实现了旋转扫描式焊炬的焊缝跟踪。这些都说明,电弧传感器是有着广泛的应用前景的。
5、结束语
电弧传感器与光学传感器并称为弧焊自动跟踪两大传感器,其中电弧传感器不同于其他任何一种现有的传感器,它不是独立于焊接电弧焊接电源系统之外的东西,而是与电弧特性和电源的特性紧密相关的一部分。虽然在某些场合它的适用性受到限制,但其应用前景还是很广泛的。