在大型工业生产线中,由于受到空间的限制,往往要将一条生产线分割为几个工艺段,分别安装在几个楼层中,这样各个工艺段的货物如果使用传统的货物电梯进行传送,将会给生产带来许多不便,而且还会影响生产效率。因此,设计一个直接连接不同楼层的生产线的提升机是必要的。
1、工艺流程简介
由于向下运行和向上运行的控制方法是相同的,在此以向上运行为例说明工艺流程,工艺流程简化框图如图1所示。
当按下启动按钮后,位于传送线上的光电继电器开始检测传送带上是否有板,有板通过门控电机开门,传送带电机和提升机小车电机进板,实现自动进板;进板到位后门电机关门,提升机自动上升;上升到位,门控电机开门,传送带电机和提升机小车电机起动开始自动出板;出板完成 后进入下一个循环。
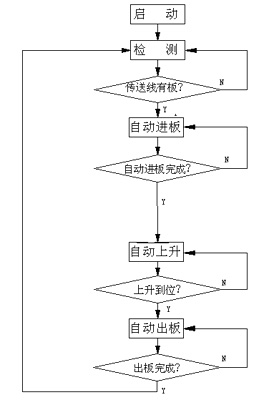
图1 工艺流程简化框图
2、硬件设计
提升机的硬件设计包括信号检测环节、门控制环节、传送电机控制环节、提升机小车电机控制环节、变频调速及电机拖动环节它们之间的互相关系如图2所示。
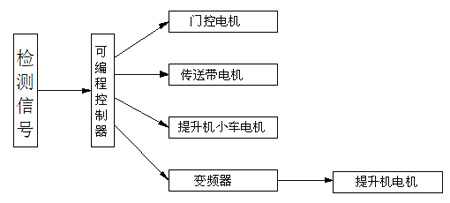
图2 提升机控制原理框图
提升机是典型的顺序控制,控制信号决定其运行状态。提升机信号检测主要由一系列的行程开关和光电传感器完成。本设计采用美国邦纳工程国际有限公司生产的光电传感器和LSX型行程开关。
门控电机和传送带电机实现自动门的开关和货物的传送,采用直流他励电机,工作时要求有简单的刹车过程。
提升机采用变频器的矢量自动转矩提升控制方式;变频电动机为松下标准的EM-FBH型,4极三相电动机。变频器选择松下DV707H-5500BC型变频器,其三相电源R、S、T经接线端子进入变频器为自身主回路和控制回路供电,输出端U、V、W接电动机的快速绕组,N、P端接制动单元和制动电阻,以减少制动时间,加快制动过程,制动过程中电梯机械系统的动能转换成热能,消耗在制动电阻上,因此电梯控制柜要保持良好的散热条件。
由于该系统的I/O量只有61个,属于小型控制系统,选用OMRON公司生产的CPM1A系列PLC组建系统时,单机容量还不能满足系统的要求必须附加扩展。
将输入信号40个,输出信号21个按各自功能类型分好,并与PLC的I/O编码一一对应,编排好地址。
3、软件设计
通过工艺流程图,可以看到该提升机如果按照典型的顺序控制编写程序将会给程序带来许多重复指令,但如果将提升机的PLC控制程序分为点动操作和自动控制两部分。点动操作是指手动控制模块;自动控制又可分为自动上升模块、自动下降模块和卡板自动调整模块三部分
(1)点动操作
点动操作主要用于调试或检修,这些操作包括手动开门/关门、手动进板/出板、手动上升/下降,但这些操作都必须满足一些特定的条件才能实现,因此在程序设计中使用连锁指令IL(02)与连锁清除指令ILC(03),如图3所示,如果IL前的条件是OFF,那么在IL和ILC之间的那一部分程序就不执行;如果IL前的条件是ON,那么在IL和ILC之间的那一部分程序就正常执行。
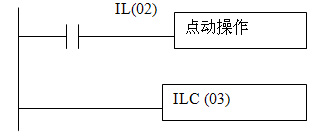
图 3 点动操作程序结构
(2)自动控制
由于急停或停电恢复后无须通过点动操作完成剩下的操作或者复位,因此辅助继电器采用断电保护型继电器,定时器也需要具备断电保护功能。
4、结束语
由于采用了PLC和变频器进行控制,使得控制精度提高,可靠性增强,提高了生产效率。在实际应用中取得了良好的效果。