纸币打捆机是广泛应用于银行、邮局、证券公司、造币厂等金融系统的一种操纵设备。所谓的纸币打捆就是在一捆纸币上用打包带打成双十字外形。整个流程共分为四个分解动作,即:打横道、打竖一道、打竖二道、复位。整个流程机械机构要完成四个转位。全自动纸币打捆机控制系统实现了控制打捆机构自动完成整个流程、调节焊头温度和打捆压力等功能。系统具有精度高、可靠性好、本钱低的优点。
1控制系统的功能及设计
1.1控制系统的工作留流程

图1控制系统工作流程示意图
传统的纸币打捆机四个转位动作不连续,位置控制要通过人工作业。我们采用三个步进电机,分别控制一个自由度。其中一个电机控制X自由度;一个电机控制Y自由度;一个电机控制θ自由度。单片机通过对电机的精确控制从而达到较高的定位精度,电机带动机械装置完成四个工位的运动。
1.2控制系统的硬件组成原理

图2系统原理示意图
整个控制系统主要分为以下几个部分:键盘单元、主控单元、位置单元。整个系统的原理框图如图2所示。
2系统的软件设计
系统软件的设计按照结构化的程序设计方法完成,将整个程序细分为若干个子程序(模块),方便调试与检查。由于系统比较复杂而且分散,每个单片机都有相应的主程序和相关的子程序。下面就几个主要的程序做一简单先容。
2.1初始化子程序
在初始化子程序中,主要对89C51的系统资源,包括定时器、中断、串行通讯、8255A进行初始化工作。
2.2键盘程序
键盘程序完成键盘单元的初始化工作、点亮相应的功能指示灯、键值的取得、焊头温度的设定以及和主控单元的通讯功能。
2.3主控程序
在主控程序中,完成与键盘单元和位置单元的通讯、故障报警、各种币值打捆、各个功能电机的控制及其手动操纵。
2.4捆钞作业子程序
在捆钞作业子程序中,完成压板的上升和下降、压力传感器的检测、进带电机进带、抽带电机抽带和下焊电机的控制。
2.5位置控制程序
在程序中,完成与键盘主控单元的通讯、对应于各种币值的位置电机位置的控制及各电机手动操纵。
3系统硬件的子功能模块实现
整个硬件系统按照模块化的设计方法设计,使系统的整体结构更加完善的同时使性能得以进步,方便调试、维修。
3.1键盘模块
键盘采用8255A的A口和C口扩展出一个4×4的键盘,键盘共有12个功能键,在本系统中采用程序扫描法来识别按键。单片机先使8255A的PC口均为低电平,再读A口。假如A口不全为高电平,则延时10ms往抖动,然后再读A口,此时A口仍不全为高电平,说明没有键按下。进一步确定按下键的位置,先置PC0=0,PC1=PC2=PC3=1,读A口,由A口低电平的位便可确定按下键的位置。以此类推,假如检查完所有的键均无按下,说明是干扰或误操纵。扫描结束时,按下键的位置信息存于某个存储单元中。然后通过RS-422串行通讯方式发送至主控单片机,使其控制电机做出相应的打捆动作以及电机的手动控制。
3.2步进电机控制模块
步进电机是机电一体化产品中重要的执行元件。在本系统中,我们采用的是三相异步式步进电机。假如对步进电机的稳定性和控制精度有更高的要求,则可以采用有细分的电机控制器来控制。
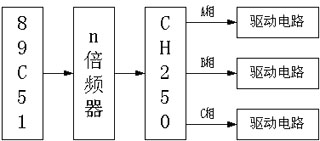
该控制模块采用双三拍正的驱动脉冲方式。根据系统的转速要求。由89C51单片机的P0.0送出脉冲,经过n倍频器,送进环形分配器CH250的cp端。CH250的3个输出信号就是步进电机的A、B、C三相的控制信号。其频率是CP信号频率的1/3。控制原理如图所示。
假如直接利用89C51的P0口作为A、B、C三相的控制信号。通过重置定时常数的方法改变频率。这种控制转速的方法缺点是随着转速的进步,误差逐渐增大。我们可以算出,当转速是W转/分时,定时的
图三步进电机控制原理图
微秒数是500000/W。在12M的晶振下,单片机得最小定时单位是1μS。设步距角为3°,我们把每一圈的120步分为长步和短步(由于定时器不能定到小数位)。当W=1200时,则是416.67μS走一步。那末我们就把一圈120步当中80步走417μS,40步走416μS。
这种控制方法可以达到的精度是大约1700±1转。但是随着转速的增大误差逐渐增大。原因是:一,晶振高频时误差比低频时误差大;二,程序进进退出中断的不定时间(1微秒左右)足以使微秒级的定时产生较大的误差。
我们使用n倍频器,当n=20,W>4000时,P0.0的输出频率不超过400HZ。我们仍然采用定时器中断的方式,精度可以达到4000±1转的精度。使用倍频器的实质在于使得定时时间尽量的长,尽量减小各种不定时间对定时时间产生的影响。倍频器又内置锁相环(PLL)实现,倍频数n由程序确定。
环形分配器CH250时专门用于三相异步步进电机驱动控制的集成电路。它可将输进的CP脉冲分配为A、B、C三相驱动信号。要使驱动信号能驱动步进电机的线圈,还必须通过驱动电路。(如图4所示)

图4步进电机驱动电路图
图中只画出一相驱动电路,其余两相与其完全相同。
图中,三极管相当于一个开关,当其截止时,集电极无电流通过,开关断开;当其饱和时,集电极电流最大,开封闭合。这个开关作用由基极电流控制。
驱动电路由T2、T3两个三极管组成达林顿式功率放大,驱动步进电机的3个绕组。
光耦的作用是消除各种干扰信号,并将控制和驱动信号隔离。当控制信号为低电平时,T1截止,输出高电平,红外发光二极管截止,光敏三极管截止,绕组中无电流通过;当控制信号为高电平时,T1饱和导通,红外发光二极管点亮,使光敏三极管导通,向功率驱动级晶体管提供基级电流,使其导通,绕组被加电。
步进电机绕组中的串联电阻Ra的作用是限制绕组中的电流,绕组中并联的二极管其保护作用,在断电时提供一个磁能开释回路,而不至于使晶体管损坏。
3.3焊接功率控制单元

图五焊接功率控制原理图
焊接功率控制是通过脉宽调制控制电压来实现的。这里我们主要用到了8位的D/A转换芯片AD558和PWM控制芯片SG3524。.AD558由内部锁存器、利用R~2R的T型解码网络和晶体管开关组成,仅需要+5V电压供电,输出模拟电压范围围0~2.56V。SG3524是一个定频的双端输出式脉宽调制器(PWM),它的接法有两种,一种是把主电路的输出反馈到芯片内部的比较放大器的反向输进端,往调节输出电路的PWM占空比。另一种接法是把芯片的误差比较放大器结成电压跟随器的形式,从主电路取反馈信号加到误差比较放大器的同相输进端。这里我们采用的是第二种接法。
功率控制模块的工作原理是:键盘单片机接收到键盘信息后。把相应的温度数值写进DAC558的地址单元3800H,DAC558经数模转换后直接输出相应的电压,SG3524产生正比于输进数值量的脉宽信号,然后通过调压模块使输出的交流电压和输进的数字信号成正相关,交流电压经变压器接到焊头,使焊头加热。
3.4串行通讯模块
在工作过程中,控制系统需要精密的位置控制,每一个动作需要各位置电机、和功能电机正确可靠的到达相应的位置。而位置电机和功能电机由不同的单片机控制。因此通讯的可靠性对于本系统而言是非常重要的。
由于RS-232C通讯协议在电平转换时采用的是单端输进/输出,传输过程中的噪声干扰会使信号发生畸变,因此抗干扰能力差,因此我们采用抗干扰能力更强的RS-422通讯协议。接口芯片采用美国MAXIM公司生产的单片光电隔离式全双工串行通讯接口芯片MAX1490。该芯片具有较高的集成度。由其构造成的RS-422接口结构简单、电气隔离性好。
波特率设为90Kbps,单片机之间接收数据采用查询方式,数据的发送采用中断方式。以中断的方式发送数据可以满足通讯实时性的要求。为防止电机的误动作,我们在存储单元中开启了4个动作信息标志位。接受方每接收到一种电机位置信息就把相应的动作标志位置1。假如连续接受到同样的动作信息,就会发出报警信息。位置控制程序中电机的每一次动作,都要检查相应的标志位,标志位为1,则开始启动,到达位置后自动将相应的标志位清零。
4结束语
全自动打捆控制系具有统自动化程度高、作业时间短。大量实验表明:系统具有精度高、可靠性好、本钱低、抗干扰能力强等优点。
参考文献
1何立民.MCS-51系列单片机应用系统设计.北京:北京航空航天大学出版社.1990
2王福瑞.单片微机测控系统设计大全.北京:北京空航天大学出版社,1999